Dom / Blog / Vijesti iz industrije / Ultrazvučna tehnologija zavarivanja i rezanja: principi, moć i učestalost, prednosti i nedostaci

Zatražite ponudu

1. Princip ultrazvučne tehnologije
Ultrazvučna tehnologija djeluje brzim zagrijavanjem molekula, stvarajući visoku toplinu za trenutno zavarivanje, vezanje ili rezanje materijala. Rubovi su glatki i uredni, bez ikakvih efekata požurivanja ili žutih.
2. Snaga i učestalost
Snaga (W): odnosi se na snagu koju emitira šasija ultrazvučnog stroja.
Frekvencija (K ili HZ): odnosi se na frekvenciju zvučnih valova koje emitira ultrazvučni pretvarač.
Snaga i učestalost su međusobno povezani, radeći u ciklusu. Jednom Automatski ultrazvučni stroj Uključuje se, energija se pretvara iz šasije u pretvarač, a dva dijela djeluju zajedno kao jedan.
Uobičajene konfiguracije uključuju:
15KHz: 2500W / 1500W / 3000W / 4200W (obično se koristi za automatsko praćenje frekvencije i digitalne sustave promjenjive frekvencije u materijalima za zavarivanje materijala).
20kHz: 2000W
18KHz: 2500W
28kHz: 800W
35kHz: 500W
Općenito, što je frekvencija veća, niža je snaga. Snaga se može lagano podesiti na istoj frekvenciji, ali sama frekvencija nije podesiva.
Kako odabrati frekvenciju i snagu za proizvode klijenata
Da bismo odabrali pravu frekvenciju i snagu, savjetujemo se s klijentom kako bismo razumjeli njihove proizvode. Deblji materijali i veća područja zahtijevaju nižu frekvenciju i veću snagu za veći ultrazvučni utjecaj, što rezultira jačim efektima zavarivanja ili rezanja.
3. Prednosti i nedostaci ultrazvučne tehnologije
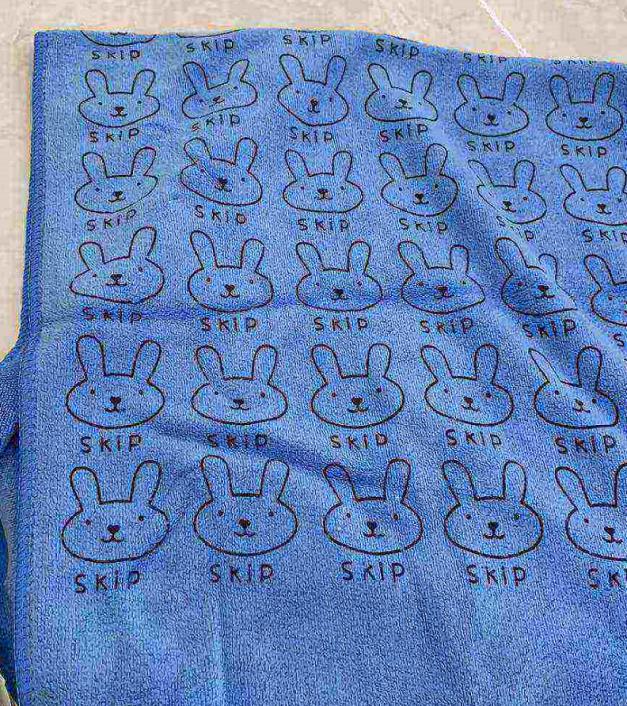
Ultrazvučna tehnologija uglavnom se koristi za fina vlakna, sintetičke materijale, netkane tkanine, najlon, PP, PE i slične materijale. Čisti pamuk ili materijali s visokim udjelom pamuka ne mogu se povezati, iako se mogu izrezati (ali rubovi se neće rastopiti i stvorit će se srušeno). Za materijale koji se mogu izrezati, ultrazvučno rezanje listova glatki, meki rubovi bez lomljenja, tragova izgaranja ili kuglice.
Za zavarivanje, vezivanje i kompozitne procese pomoću ultrazvučne tehnologije, dizajn mora uključivati uzorke, obično isprekidane linije ili točkice. Čvrste linije ili glatke površine ne mogu se koristiti jer tkanina ostaje ravna tijekom postupka i ne kreće se naprijed. To može dovesti do blokade materijala na ulazu i spajanja tkanine na zavarenim područjima, što ga čini previše ukočenim.
Ultrazvučno zavarivanje/rezanje može preraditi samo jedan proizvod ili jednoslojni rez odjednom. Nije prikladan za više slojeva ili više proizvoda koji se obrađuju istovremeno jer će ih ultrazvučna energija povezati, što otežava razdvajanje. Ultrazvučni kalupi obično su dizajnirani za pojedinačne proizvode, tako da se istovremeno može zavariti samo jedan proizvod.
Razmatranja kalupa:
Ultrazvučno rezanje najbolje funkcionira kada je smjer rezanja uzdužan. Horizontalno rezanje je izazovno jer je teško proći. Većina uzoraka je nepravilna i nije savršeno ravna.
Za razliku od električne opreme za grijanje, gdje se temperatura može podesiti, ultrazvučna oprema trenutno stvara toplinu, a temperatura se ne može kontrolirati. Međutim, snaga se može prilagoditi unutar istog raspona frekvencije.
4. nestandardna oprema za razmatranje širine
Kada komunicirate s klijentima, ključno je razmotriti njihove potrebe što je moguće detaljnije ponuditi šira rješenja proizvoda. Širina sirovina je kritični faktor, a razumijevanjem čitavog raspona proizvoda i dimenzija s kojima klijent radi, možemo pružiti točne cijene.
Strojevi za rezanje i križanje:
Za širine materijala podijeljene s širinom proizvoda 1, to izračunava potrebni broj ultrazvučnih jedinica. Ovisno o dimenzijama proizvoda, određujemo koliko je ultrazvučnih glava potrebno. Za širine materijala veće od 80 cm, preporučujemo jedan nož; Manje specifikacije ovise o materijalu i veličini proizvoda.
Kompozitni strojevi:
Širina materijala podijeljena sa 153/200 (zaobljena) daje broj potrebnih ultrazvučnih jedinica. U kompozitnoj obradi širina glave zavarivanja trebala bi pokriti cijelu širinu tkanine bez praznina.
Strojevi za mop trake:
Jednostavno podijelite širinu tkanine s 153 mm i koristite cijeli broj rezultata, jer trake za Mop zahtijevaju postavljenu širinu i omogućuju praznine u glavi zavarivanja.
5. razmatranja sustava usklađivanja ruba
Sustav poravnanja ruba dizajniran je za ispravljanje bilo kakvog odstupanja u kretanju tkanine. Sustav koristi rub tkanine kao vodič, a motor za poravnanje pomakne se malo ulijevo i desno kako bi se spriječilo neusklađivanje tkanine. Ovaj manji pokret ne utječe na dimenzije rezanja.
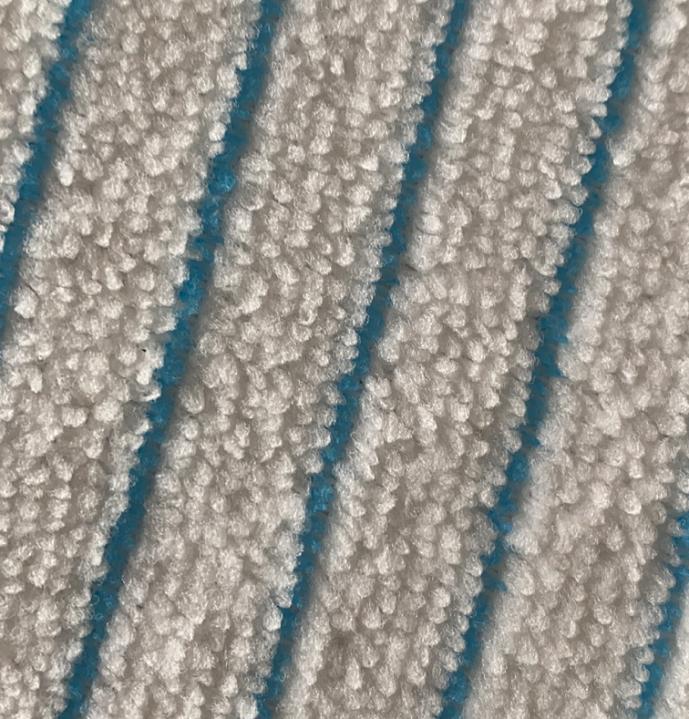
Međutim, za tkanine s prugama ili uzorcima koji zahtijevaju precizno usklađivanje s dizajnom, sustav poravnanja mogao bi se boriti za održavanje točnosti, jer će neuskladiti tkanine prebacivanje rezanja.
6. Razmatranja kalupa
Standardizirani kalupi slijede veličinu dizajna 1: 1.
Okrugli kalupi: Za strojeve koji rade u pokretu prema gore i dolje, veličina kalupa može se prilagoditi bez podešavanja za skupljanje, jer tkanina ostaje fiksirana. Međutim, u strojevima koji se valjaju potrebna su podešavanja skupljanja, posebno za tkanine s visokom elastičnošću.
Debljine tkanine i zavarivanje: Za deblje tkanine koje zahtijevaju zavarivanje potrebni su stvarni uzorci za određivanje razmaka za rezanje i utiskivanje.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












